
Barley, Malting and Malt – Part 3 of 4: The Barley Malting Process – Kilning
admin
During COVID-19 Lockdown, several basic Home Distilling (and Brewing) supplies – equipment and consumables - have been difficult to get hold of. Yeast, Nutrients, Enzymes and even Bubbler, SG Hydrometers and Alcoholmeters.
One of the most problematic however, was Malted Barley. Not just because stocks and supplies had run out, but because the plants producing it was shut down. Even under Level 3 Lockdown – when the plants could start operating again – it was not a situation where suddenly Malt was available again everywhere. Stocks had to be replenished, commercial Craft Brewers had to be serviced and supplied first, followed by the Craft Brewers, and only then the Home and Hobby Brewing Shops.
As a result, many Home Distillers (and Brewers) resorted to Malting their own grains and using that, but they did so armed with the most basic of information gleaned from YouTube and Online sources – most of them severely lacking.
This series of article will aim to address the shortcomings of information regarding Barley, Malt and Malting in three separate articles, focussing on Barley for Malting, the Barley Malting Process, and the Attributes of Malted Barley.
What factors influence Germination?
Germination is affected by:
- Temperature
- Moisture
- Time
- Air Supply
What is Malt Modification?
Malt Modification is the degree to which Barley has been transformed from raw grain into Malted grain.
Well-modified Malt is Malt that has been processed from good-quality Barley under conditions promoting the uniform breakdown of the starches and proteins in the Barley. Modification of Raw Grain during Malting converts the kernel from a hard, steely endosperm with low enzyme content, to a friable, easily milled endosperm high in diastatic enzymes.
A raw grain kernel might break your tooth if you chewed it, whereas a modified Malted grain will crunch easily. Large Brewing and Distilling facilities use mash mixers and temperature programming which can use a less-modified Malt successfully – especially when combined with concentrated enzyme addition (like Dextrolique and Sugralique), but the Craft and Home Distiller (or Brewer for that matter) requires a more highly modified Malt for the best results.
How does Germination occur in Steeped Barley Kernels?
The respiration of Barley Kernels increases during steeping, in contrast to the relatively dormant period in storage. When Grain is transferred to the Germination Area – referred to as the Germination Compartment in large Malting Facilities - Respiration and Growth are accelerated.
Growth starts slowly at the Embryo end of the kernel on the first day, and is accelerated the second day, which is usually when additional water is added to the Germinating grain. The rate of growth decreases during the fourth day.
During the rapid growth stage, the kernels give off considerable heat and carbon dioxide.
In Germination Compartments, this heat and carbon dioxide is continually taken from the grain by forced humidified air. The temperature of the air entering the Germination Units is tightly controlled to a set point in the range of 11 to 16 degrees Celsius in order to maintain the temperature of the Germinating grain between 16 and 21 degrees Celsius. Partial recycling of Germination Air, heating of the Germination Air, and Mechanical Refrigeration can be used by the Maltster for temperature control.
The odor of the Grain becomes almost Cucumber like as Germination progresses.
The kernel becomes very soft, and can easily be rubbed out between a finger and thumb when it is properly modified.
The Barley kernel forms a chit, or white tip at the base of the kernel (the end at which the embryo is located). Rootlets then grow away from the tip. The acrospire also develops from the base of the kernel and grows under the hull toward the upper end of the kernel. When the acrospire has grown to a length between three-quarters of the kernel length and the full length in most kernels, Kilning is used to stop the growth.
By this time the rootlets should have grown to about the length of the kernel, and they should be firmly developed and not withered to a great extent. It should be noted however, that root length is NOT an accurate indicator of complete Germination, as other factors like light, depth of the grain bed, etc. can also influence root development.
The Germination period normally lasts four days.
What are the Primary Biochemical Processes that occur during Germination?
The main Biochemical Processes occurring during Germination are:
- Enzyme Production. Barley contains many enzymes, and the levels and types of enzymes are dramatically changed during germination. The newly respiring grain generates plant hormones which promote the production and release of various enzymes. These enzymes can be classified according to their action on proteins, cell walls and starches.
- Cell Wall Degradation. The breakdown of cells walls in the Barley endosperm is a key phase in die modification of Barley. The cell walls are complex forms of hemicelluloses and proteins. Cell walls must be partially degraded in order for starch-converting enzymes to gain access to the endosperm. The hemicellulases and beta-glucananses generated during germination act to break down the beta-glucan-rich cell walls.
- Starch Conversion. Once the cell walls are partially degraded, starch conversion enzymes can become more active. The most significant of the starch-degrading enzymes are Alpha-Amylase, Beta-Amylase and Limit Dextrinase. The combined amount of Alpha- and Beta-Amylase is referred too as diastatic power. The concentration of Beta-Amylase in Barley dramatically increases during Germination. Alpha-Amylase is not present in raw Barley and is only generated or produced during Germination. Alpha-Amylase is known as the “debranching enzyme” as it breaks the Alpha (1 to 4) linkage in starches. The Starch Conversion Enzymes are responsible for the conversion of starches to fermentable (simple) sugars.
- Protein Breakdown. Protease enzymes generated during germination degrades 40 to 50% of the protein, breaking it down into peptides and free amino acids of various sizes. This solubilized material includes free amino nitrogen (FAN) which is used in Yeast Metabolism (Yeast Macro Nutrient – one of the reasons the addition of Yeast Nutrients to Grain Fermentations is not always necessary). Solubilized material also contributes to Malt extract, participates in the nonenzymatic browning reaction that occurs during Kilning and wort boil, and contributes to the foaming properties (important if the Malt is used for Beer, undesirable if used for Distilling).
The job of the Maltster (or goal) is to control the Germination Rate to achieve the desired Enzyme concentration and Malt modification level, without incurring excessive Malting loss (creation of non-spec Malt).
What Systems are used to Germinate Barley?
Over the centuries the art of Malting has been gradually incorporating the science of Malting through continuous improvements in Barley Cultivars, Malting Techniques, Instrumentation and Equipment.
Although the basic process remains similar in all types of Malting, the desire to improve the product, increase productivity, and control costs has given rise to a variety of Malting processes.
- Floor Malting. Floor Malting is the oldest method of Germination, and it is still used on a small scale, especially among Craft Maltsters. Steeped grain is manually spread in a layer only a few centimetres deep, over a large, nonperforated floor (think sealed concrete). The heat of respiration is allowed to dissipate through the natural convection of air in the room. A large area is required – due to the shallow grain bed depth – and intensive manual labour is required for mixing the grain and moving it to and from the Germination floor. Historically, floor Malting was seasonal, conducted only when the ambient conditions allowed proper temperature control.

- Pneumatic Malting. The need for increased volumes of Malt and lower production costs led to the development of Pneumatic Malting (Forced Air Systems). In Pneumatic Malting Systems the greater depth of the Grain requires the use of forced air for the Germination Process. The depth of the Grain at the end of Germination is designed to be 1.25 to 2.00 meters – about 400 to 600 kg of Barley per square meter of floorspace. The inlet Germination Air is humidified by passing it through water sprays, and if necessary, mechanically refrigerated in summer or heated in winter, in order to achieve airflow at a desired set temperature. This Germination Air inlet temperature is usually in the range of 12 to 16 degrees Celsius, and is controlled with a 1-degree Celsius variation. The humidified air is drawn through the Germinating grain to remove heat and CO2 generated through the respiration process in the grain. The air volume and inlet air temperature can be varied to control the temperature of the grain. The Maltster will adjust the grain temperature and germination time according to the time of the year, Barley Cultivar or Variety, Barley Quality and Customer Requirements.
There are numerous designs for Pneumatic Malting. The most common and historically significant designs are Drum Malting, Compartment Malting, Continuous Malting, Tower and Circular Malting and Flexi Malting.
As these processes are applied on an industrial scale, we will not be discussing them in-depth in this article, but we will most probably do a follow-up article in the future once we have sourced or created suitable artwork to describe the processes.
What is Green Malt?
Green Malt is Barley that has been Germinated and modified to the proper extent and is ready for drying or Kilning.
However, Green Malt can also be used in its current state in order to produce a Distillers Beer.
The use of Green Malt is very traditional, and harkens back to the times prior to mass production and storage, when the production of Grain Spirits was very much a seasonal process.
With the advent of Craft Sprits, Green Malt Spirits is now making a comeback and receiving serious attention (and rewards) for its unique flavour profiles.
The video below indicates one of the distilleries in the United States that is utilizing this process.
What are the Characteristics of Green Malt?
The most important characteristics of Green Malt are:
- Appearance and Odour: In general appearance, Green Malt should look fresh and healthy, and it should have a clean, pleasant odour.
- Modification: In properly modified Green Malt, the endosperm mass is like chalk when rubbed between the thumb and index finger. In improperly modified Malt the endosperm is hard, watery or gummy.
- Uniformity of Acrospire length and Rootlet growth: The length of the acrospire inside the kernel and the length, number and shape of the rootlets should be consistent.

How does Drying work in the Kiln?
Green Malt – if not used in its raw state – is transferred to a Kiln for drying. The Grain must be loaded evenly in the Kiln, or else channelling of the airflow might occur, resulting in variations in Malt quality.
Sulphur Dioxide Gas may be applied to the grain in the form of burning elemental sulphur or as metered SO2 gas prior to the application of heat. This is normally done at the request of the customers to brighten the Malt, and it may affect the finished Malt flavour. In Distilled Grain Spirits – especially Whisky and Bourbon – Sulphur like tastes are normally described as “Meaty”.
Drying times vary greatly depending on Kiln Fan Capacity and the Ambient Dew Point. High Airflow Kilns under dry Ambient conditions can dry a batch in as little as 16 hours. Lower-airflow Kilns under humid Ambient conditions can take 40 hours or more.
The Kiln drying schedule for Pale Malt production consists of a series of temperature and airflow set points designed to dry the grain to 4% moisture content, impart Malty Flavour, develop the desired colour, and stabilize the Enzyme concentration.
Speciality Malts will use significantly different Kiln Regimes and drying equipment to enhance flavour and colour development at the expense of Enzyme concentration (i.e. the higher temperatures required for a darker colour will kill off more enzymes).
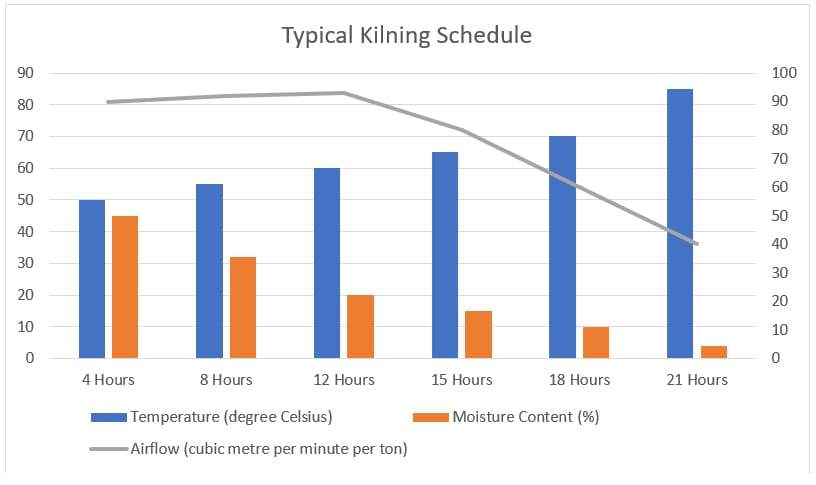
What are the stages of Drying in the Production of Pale Malt?
Kilning of Pale Malt occurs in three distinct stages:
1. Free Moisture Removal (from 45% to about 20% moisture content)
The highest airflows are used to remove free moisture from the surface of the grain. The exhaust air from the Kiln would be near 100% humidity, and the drying rate is directly proportional to the airflow volume. The temperature is usually 55 degrees Celsius at the start, and is slowly ramped up to 65 degrees Celsius until the Malt Moisture Content reaches 15 to 20%. During this period of Kilning, Germination and some Enzyme Development is still proceeding. This first stage of Drying is often referred too as the “Withering” stage.
2. Intermediate Moisture Removal (from 20% to about 10% moisture content)
During the intermediate stage, the airflow is reduced, and the temperature may be raised to 70 degrees Celsius. The surface of the grain will now appear dry. The limiting factor in grain drying is the ability to drive moisture out from the interior of the grain with heat rather than airflow. The airflow is reduced at this stage to conserve energy and the germination process is terminated. The nonenzymatic browning reaction known as Maillard browning now begins to generate flavor and color compounds, using sugars and proteins liberated during the Malting process.
3. Bound Moisture Removal (from 10% to 4% moisture content)
During the final stage of drying, referred to as the “Curing” Stage, the temperature is raised to between 80 and 90 degrees Celsius for 2 to 3 hours to complete the drying and allow the browning reaction to proceed to the desired level. The water in the Kernel is tightly bound, so airflow in the Kiln has little effect on the water evaporation rate. The airflow will be reduced to 50% of the initial volume, and Kiln Exhaust Air may be recycled back into the Kiln inlet stream to minimize energy consumption and heat loss. Color generation and enzyme degradation reach their maximum at this stage. A Malty, slightly toasted flavor is imparted during this step, replacing the green-grassy flavor attributes. The Malt is then cooled to a temperature below 37 degrees Celsius to ensure that no further browning reactions or heat degradation of enzymes will occur.
How does a Maltster Determine a Drying Schedule?
The Kilning Schedule can vary dramatically depending on Kilning Equipment capabilities, Barley Variety, Barley Quality and Customer Preferences. Airflow, Time and Temperature can be manipulated to favor color and flavor development, or on the other hand, to favor enzyme preservation. The Ambient Dew Point has a major effect on drying rates. A Kilning Schedule may be 20 to 30% longer under humid summer conditions than it would be during other times of the year. The Maltster relies on experience, computer controller process control, Malt analyses and Wort Flavour to determine a drying schedule.
What is a Malt Kiln?
A Malt Kiln is usually a rectangular or circular structure with the following features:
- A source of Heat below the drying bed or beds; the heat source is now usually indirect, to avoid interactions between combustion by-products and amines on the Barley which form Nitrosamines (NDMA)
- A hot-air distribution chamber
- A perforated floor or floors with a machine to level the grain; the floor may have tipping trays to drop the finished product onto another floor or into a hopper, or the Kilning machine may act as the transfer mechanism for moving the grain
- Fan Rooms and Kiln Fans with airflow control and (in some Kilns) ducting for recycling the exhaust air to save energy
- A heat exchanger to recover waste heat from the exhaust air
Single Deck Kilns with elaborate recycling capabilities and Double Deck Kilns are the most common structures. Some Kilns are Triple Deck Structures.
The Kiln is usually designed to handle a 0.75-meter-deep layer of Malt at loading, increasing to a maximum bed depth of 1.25 meters deep.
What happens to Malt Enzymes during Kilning?
Enzymes developed during Germination and the early stages of Kilning can be partially inactivated in a Pale Malt Kilning schedule. Certain enzymes such as Beta-Amylase and the Gluco-Amylase enzymes are sensitive to the higher temperatures used in the Kilning of Pale Malt. The presence will be significantly reduced with aggressive Kilning. Other enzymes such as Alpha-Amylase are more resistant to the effect of heat. The exceedingly high temperatures used in the production of specialty Malts can destroy much or all of the Malt Enzymes.
What factors affect the DMS level in Malt?
Dimethyl Sulfide (DMS) is a sulfur compound which (at high levels) can impart a creamed corn flavor to the Distillers Beer (or drinking Beer). The precursor to DMS is developed during Germination. Excessive Modification and a high total protein level are conducive to its formation. Kilning at high temperatures accelerates the breakdown of this precursor into free DMS, which is volatile and easily removed during Kilning and mash boiling. Low Temperature Kilning on the other hand, leaves more of the precursor in the Malt, and the precursor is more difficult to remove during the Starch Conversion and Fermentation process.
How is Malt processed after Kilning?
Malt is transferred into storage after an analysis is obtained. It is customary to mechanically clean freshly dried Malt prior to binning it – to remove sprouts and loos acrospires which have a very bitter green flavor that is normally undesirable.
The Malt is then aged for 14 to 30 days, and is then ready to be used – or shipped, in the case of major Malting Facilities.
The aged Malt is normally blended and cleaned again as it is loaded out to remove dust, sprouts and small kernels.
Why does Barley lose Weight during Malting?
During Steeping, some weight loss occurs due to skimming of lightweight Kernels, Chaff and Dust, the loss of substances dissolved in the steep water (such as trace minerals) and respiration. During Germination the Barley Kernel grows vigorously – giving off heat and carbon dioxide – and a considerable amount of weight is lost during this respiration. Additional weight loss is due to the removal of rootlets after Kilning. The moisture content decreases from about 12.5% in fresh Barley to 4.0% in finished Malt.
The following are approximate percentages of weight lost during Malting:
|
Process |
Weight Loss Contribution |
|
Steeping and Transfer |
1.0 – 1.5 % |
|
Respiration |
4.0 – 5.5 % |
|
Sprout Formation |
4.0 – 6.0 % |
|
Reduction in Moisture |
8.5 – 9.5 % |
|
TOTAL |
17.5 – 22.5 % |
High temperatures and moisture levels during Germination can lead to excessive growth, resulting in higher losses due to respiration. Two-row Barley generally yields from 1 to 3% more than Six-row Barley.
Why is Cleanliness so Important in the Malthouse?
Barley is transformed into Malt mainly for use in the Beverage and Food Industries, so Hygiene Standards in the Malthouse need to be the same as in any other Food and Beverage Production Facility.
The environment of a Malt House – with high humidity and constant temperatures – is ideal for the growth of bacteria and mold. Barley and Malt Silos present a different but equally important cleaning challenge.
Millions of Rands worth of unprocessed Barley and finished Malt are stored within a large industrial Malt Production Facility. Insect infestation can destroy the Barley and cause Malt shipments to be suspended.
The best way to prevent this damage is to implement and maintain a rigorous sanitation program in the Silos.
As in the Distillery itself, about 75% of production employees time is devoted to cleaning.